Sapphire Systems has developed
technology to grow some of the
largest sapphire plates in the world.
Soon we will be delivering high-performance windows to both commercial and military customers.
- High strength
- Excellent transparency
- Superb high-temperature performance
- Exceptional abrasion and corrosion resistance
Military
Applications
Sapphire’s exceptional hardness and strength make it ideal for challenging military environments.
Sapphire windows are used to protect range finders, infrared cameras, and other optical systems - as well as personnel. Sapphire is the material of choice for bullet-proof windows.
Semiconductor
Applications
Sapphire’s extreme resistance to corrosion makes it ideal for use in the corrosive environments of computer‑chip manufacturing.
Sapphire is used for windows, wafer carriers and other hardware.
Capabilities
Sapphire Systems is growing optical-quality sapphire plates 15-5/8 inches wide.
We will soon offer as standard production plates 30 inches by 15-5/8 inches (by 3/8 inches thick). Larger plates will be available on request.
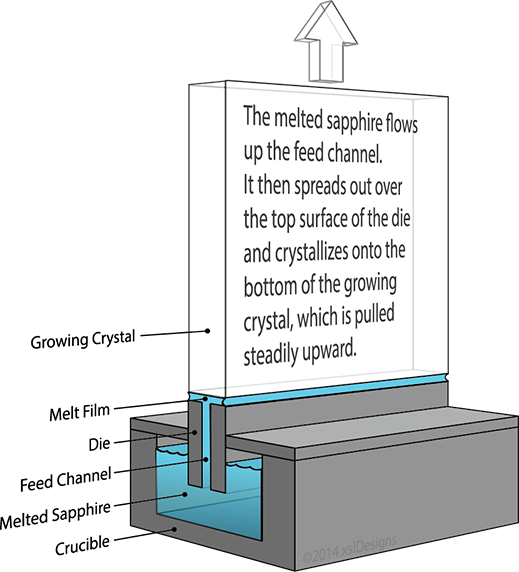
Growth Method
Edge-defined, Film-fed Growth (EFG) is considered the ideal method for growing large-area plates.
The essence of EFG is that the crystal is grown from the film of melted sapphire on top of the die.
History
Sapphire Systems was incorporated in 2007 by Charles Allmon and John Outwater to commercialize crystal-growth innovations developed in a garage laboratory. Shortly after, Sapphire Systems moved to a larger facility in Bedford, MA to allow development of larger systems and to start commercial production.
Sapphire Systems has produced and sold optical sapphire fiber, and sapphire ribbon for superconductor substrates.
After years of development, it will soon start pilot production of some of the largest commercially-available sapphire plates in the world.
Sapphire Systems has been awarded three US patents, an R&D 100 Award, and an SBIR Award.
Awards
– Apparatus and Methods of Growing Void-Free Crystalline Ceramic Products
- Targeted Heat Control System and Method for Integrated Crucible and Die System for Sapphire Sheet Growing
- Integrated Crucible and Die System for Sapphire Sheet Growing
- Window Holder (pending)
- Thermal Chimney (pending)
- Feed System (pending)
Optical Grade Sapphire Manufacturing Growth Process for IR Window Applications
R&D 100 AwardSuperconducting Wires by Epitaxial Growth on SSIFFS
Properties
of Sapphire
General
Chemical Formula: Al2O3 (aluminum oxide)
Names: corundum, sapphire, alpha alumina
Crystal System: trigonal
Class: hexagonal-scalenohedral
Thermal
Melting Point: 2053°C (3727°F)
Maximum-Use Temperature: 2000°C
Specific Heat: 0.18 cal/g-K (25°C), 0.3 cal/g-K (1000°C)
Thermal Conductivity: 40 watts/m-K (25°C), 10 watts/m-K (1000°C)
Thermal Expansion Coefficient (25 - 1000°C): 8.8 x 10-6 K-1 parallel to C-axis, 7.9 x 10-6 K-1 normal to C-axis
Physical/Mechanical
Density: 3.97 g/cm3 (25°C)
Young's Modulus (parallel to C axis): 435 GPa (63 x 106 psi) at 25°C, 386 GPa (56 x 106 psi) at 1000°C
Shear Modulus: 175 GPa (26 x 106 psi)
Poisson's Ratio: 0.27 - 0.30
Flexural Strength: 1035 MPa (150 ksi) parallel to C axis (25°C), 760 MPa (110 ksi) normal to C axis (25°C)
Compressive Strength: 2 GPa (300 ksi) 25°C
Hardness: 9 Moh's scale. 1900 Knoop (parallel to C axis), 2200 Knoop (normal to C axis)
Optical
Uniaxial Negative Refractive Index (parallel to C axis): Ordinary ray No = 1.768, Extraordinary ray Ne = 1.760,
Birefringence = 0.0087
Temperature Coefficient of Refractive Index: 13 x 10-6 K-1 (visible range)
Spectral Emittance: 0.1 (1600°C)
Spectral Absorption Coefficient: 0.1 - 0.2 cm-1 (25 - 1600°C)
Electrical
Volume Resistivity (ohm-m): 1016 at 25°C, 1010 at 500°C, 107 at 1000°C
Dielectric Strength: 480,000 volts/cm (1,200 volts/mil)
Dielectric Constant (25°C, 103 - 109 Hz): 11.5 parallel to C axis; 9.3 normal to C axis
Loss Tangent (< 1010Hz, 25°C): 8.6 x 10-5 parallel to C axis, 3.0 x 10-5 normal to C axis
Magnetic Susceptibility: 0.21 x 10-6 parallel to C axis; 0.25 x 10-6 normal to C axis
Chemical
Weathering Resistance: Unaffected by atmospheric exposure
Sea Water Resistance: Unaffected by marine exposure
Biological Resistance: Unaffected by in-vivo exposure; non-thrombogenic; non-reactive with body fluids
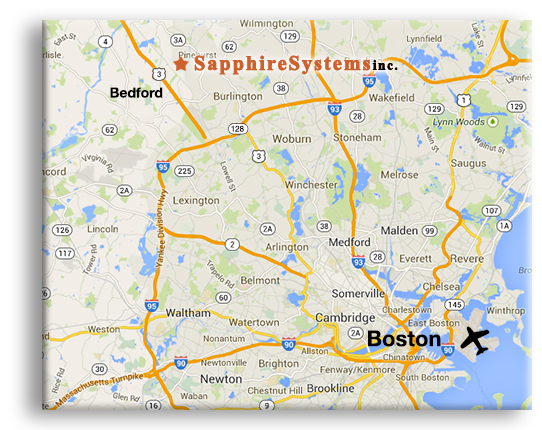
Sapphire Systems is located
along the 128 loop, northwest of Boston, MA
Sapphire Systems, Inc.
19A Crosby Drive #10
Bedford, MA 01730
joutwater@SapphSys.com